- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
レーザー切断炭素鋼:一般的な課題とソリューションに対処します
2025-02-20
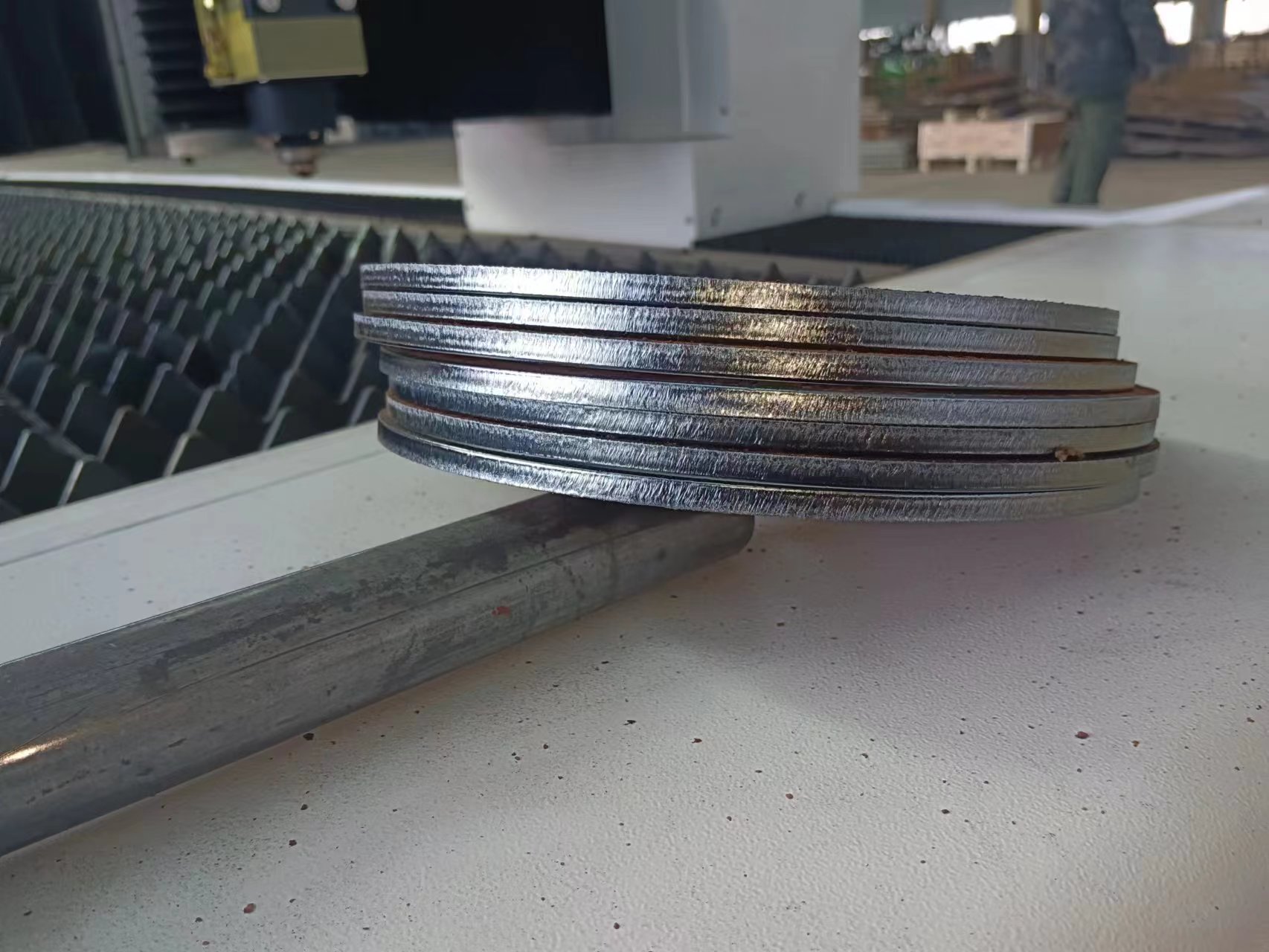
1。縞、粗い表面、および下部のドロス
理由:
過度のガス圧力:高いガス圧力は、切断品質に影響を及ぼし、粗い表面やドロスの形成さえも導きます。
切断速度が遅くなる:切断速度が遅くなると、レーザービームがあまりにも長い間金属表面と接触し続けると、切断エリアが過度の熱濃度と底部のドロス形成が生じます。
焦点が高すぎる:不適切に設定された焦点ポイントは、レーザーエネルギーの不均一な分布を引き起こし、底に粗い表面とドロスの蓄積をもたらします。
解決:
ガス圧力を下げる:ガス圧力を調整して、粗い表面につながる可能性のある過度の圧力を防ぎます。
切断速度の向上:切断速度を上げて、レーザービームが材料をすばやく通過し、過熱を防ぎます。
フォーカスポイントを下げる:焦点を下げて、レーザーエネルギーが最適な切断位置に集中し、熱の影響を受けたゾーンを最小限に抑え、切断品質を向上させることを確認します。

2。焼けたエッジと黄色
理由:
焦点が高すぎる:焦点が高すぎると、レーザーエネルギーが表面に集中し、過熱して焼けた縁と黄色を引き起こします。
過度のガス圧力:ガス圧が高くなると、レーザービームが間違った角度で材料に当たり、過熱または酸化を引き起こし、黄色につながる可能性があります。
過度のレーザー出力:高いレーザー出力は、材料の表面を過度に加熱し、燃焼または変色を引き起こす可能性があります。
解決:
フォーカスポイントを下げる:レーザーエネルギーが切断点に正確に焦点を合わせ、過熱を防ぐために焦点を調整します。
ガス圧力の低下:ガス圧力を下げると、切断プロセスを乱し、酸化を減らす過度の気流を回避できます。
ノズルの直径を減らす:ノズルの直径を減らすことにより、ガスの流れが濃縮され、熱分散を防ぎ、燃焼エッジの発生を減らします。
レーザーパワーを減らす:材料の表面の過度の加熱を避けるために、レーザー電力を下げて、燃やした縁や黄色のリスクを減らします。

3。上部の良い切断品質、下部のドロス
理由:
焦点が高すぎる:焦点が高くなると、レーザービームの浸透が不十分になり、底部で汚れたカットとドロス層が生成されます。
低ガス圧力:ガス圧力が不十分な場合、溶融スラグを効果的に除去できず、底にドロスが発生します。
切削速度が速すぎる:速い切断速度により、レーザービームが材料に時間がかかりすぎると、十分な熱塗布を防ぎ、底部での融解が不完全になり、ドロス形成が生じます。
解決:
切断速度を下げる:切断速度を下げて、レーザービームがより長い期間材料にとどまるようにし、十分なスラグ除去を確保します。
フォーカスポイントを下げる:焦点を調整して、レーザービームがより効果的に材料に浸透し、底部の品質を削減することを確認します。
ガス圧力の上昇:ガス圧を上げて溶融スラグを追い出し、底での蓄積を防ぎます。
炭素鋼のレーザー切断中に遭遇する一般的な問題は、通常、ガス圧力、焦点、切断速度などの切断パラメーターを調整し、機器の構成を最適化することで解決できます。これらのパラメーターを微調整することにより、品質を削減することができ、表面欠陥を最小限に抑え、全体的な生産効率が向上します。レーザー切断に従事する企業は、材料の特性と、最適な切断結果を達成するための特定のプロセス要件に基づいて適切な設定を選択する必要があります。
レーザー切断技術の詳細または特定の問題の解決については、テクニカルサポートチームにお問い合わせください。私たちはあなたに最善の支援を提供することを約束しています。
連絡先:
Huawei Laser
メール:huaweilaser2017@163.com
ウェブサイト:www.huawei-laser.com