
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
レーザー切断面の品質に対するガス圧の影響
2025-02-26
レーザー切断技術は、高精度や高効率などの利点があるため、さまざまな分野で広く使用されています。しかし、レーザー切断中のガス圧力のサイズが切断セクションに重要な影響を与えることをご存知ですか?
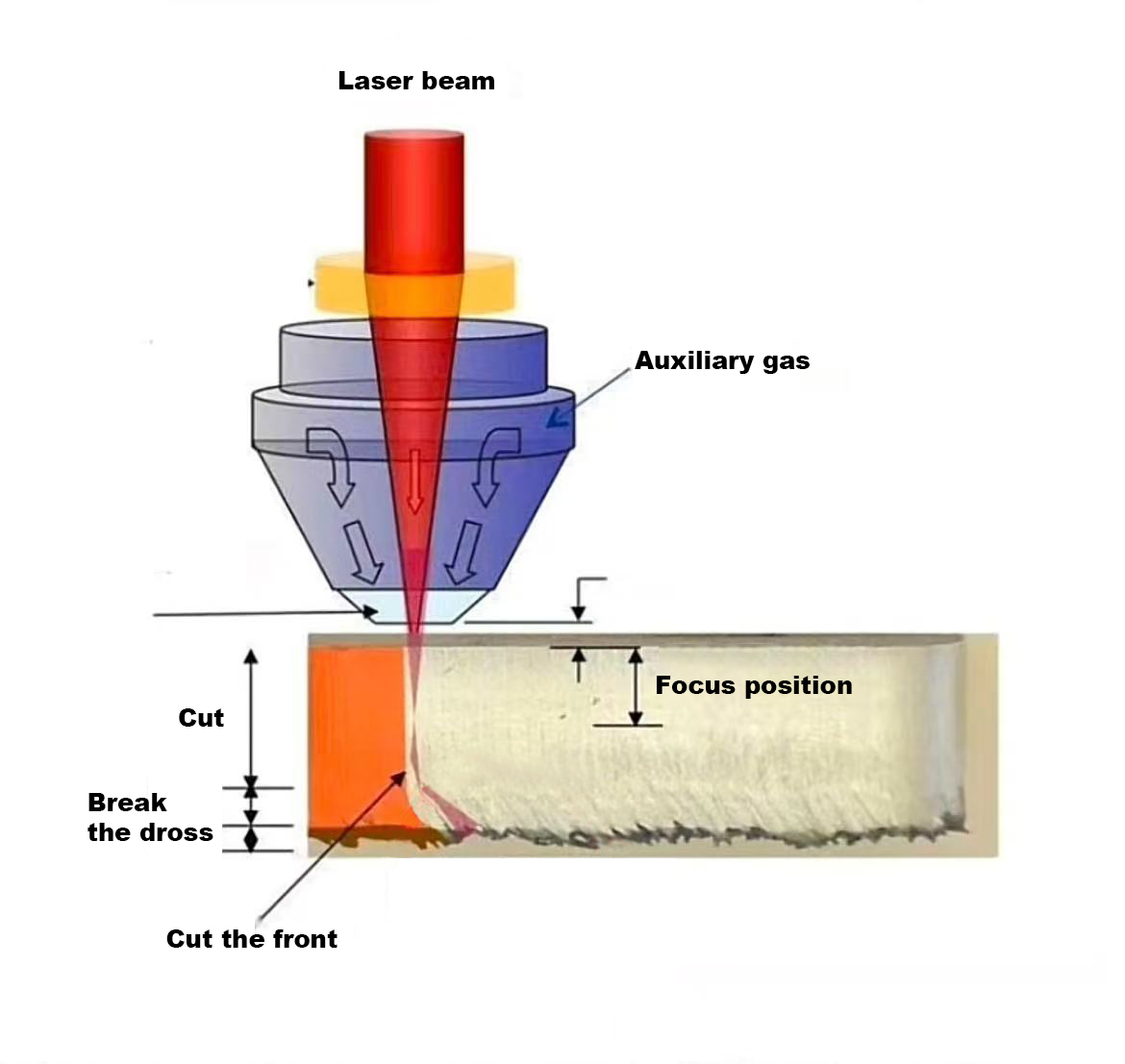
レーザー切断は、レーザーの高エネルギーを使用して金属を即座に蒸発させ、補助ガスを使用してワークピースの表面のスラグを吹き飛ばして切断を完了します。切断ガスは、熱を放散して燃焼を支援するのに役立つだけでなく、溶融した染色を吹き飛ばして切断部を滑らかにします。ただし、ガス圧が変化すると、切断セクションには異なる状態も表示されます。
切断ガスの圧力が低すぎると、切断プロセスのスラグを効果的に吹き飛ばすことができず、ワークピースの底に溶融した染色が残ります。冷却後、これらの残留溶融染色はバリを形成し、切断面の滑らかさに影響を与え、切断品質を低下させます。さらに、ガス圧力が低すぎると、レーザービームが材料に浸透し、穿孔時間を増やし、生産効率と切削速度を低下させることも困難になる可能性があります。長期的には、これは切断の精度に影響するだけでなく、ワークピースの表面に溶けた斑点を引き起こし、切断品質の問題をさらに悪化させます。

一方、切断ガスの圧力が高すぎると、切断セクションが荒く見える場合があり、切断縫い目幅が増加します。過度のガス圧力は、切断領域に過度の吹き付けを引き起こし、切断面の部分的な融解を引き起こし、それによって切断面の平坦性に影響を与え、理想的な切断セクションを形成することを困難にします。特に浸透点では、過度のガス圧力が融解を悪化させ、より大きな融点をもたらし、切断品質にさらに影響を与えます。

実際のレーザー切断プロセスでは、材料のタイプ、厚さ、および切断要件に応じて、ガス圧力の制御を正確に調整する必要があります。異なる材料には、ガス圧には異なる要件があります。たとえば、通常の炭素鋼を切断すると、材料の厚さが増加するにつれて、必要な切断ガス圧が比較的減少します。ステンレス鋼の材料の場合、材料の厚さが増加するにつれて、切断ガスの圧力がそれに応じて上昇するはずです。ガス圧を適度に調整することにより、切断プロセス中の残留溶融染色または過度の融解を効果的に回避することにより、切断面が滑らかで細かく、生産基準を満たすことを保証します。

正確なガス圧力調整技術、Huawei Laserを使用しています板金レーザー切断機さまざまな材料のニーズに応じてガス圧を自動的に最適化して、切断プロセス中に高い効率と精度を確保できます。



